�aƷչʾ










1���z���{ԇ�O��,�_���O�������\�D��2.�ʂ��4.0J402���l��300��-350����һС�r��
�����^��
1,�M�b���w�ʹ��m���D��Ҫ��M�b��һ��,��ƽ���Ѵ��m�ֳ�8�ȷݡ�2,�������ڷ��m�^��,�¿��^��,��˲��÷ֶΌ��Q,���Ӻ��ӡ�
���p�|��
Ҫ�p���������_��ĸ�ď��ȡ����p����ƽ���⻬,�o����,���,��©,�A��,ҧ߅,δ���M��ȱ�ݡ����С��2mm��
ע�����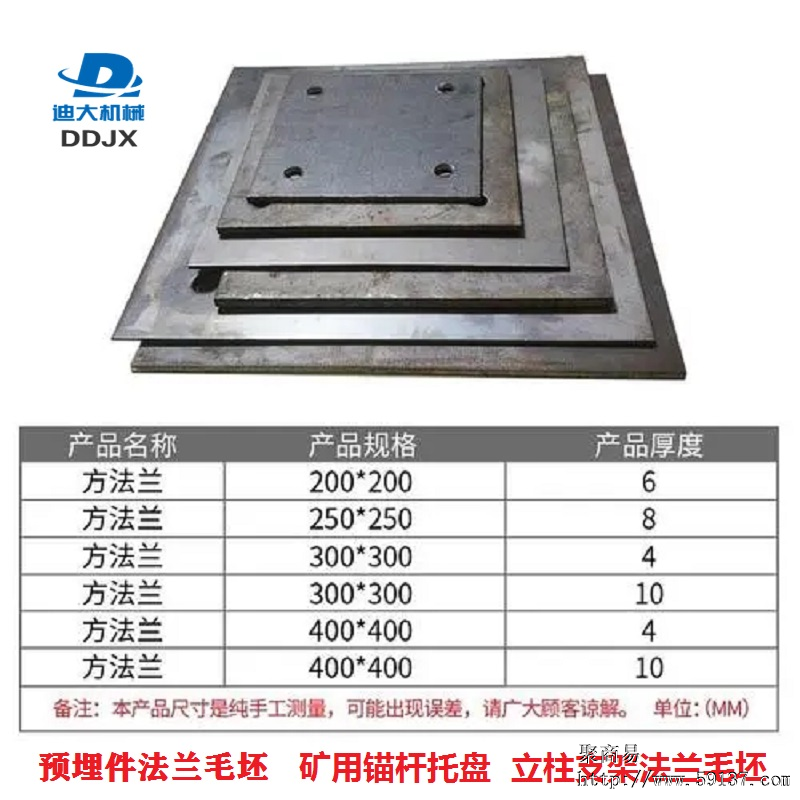
1,��וrһ��ʹ��J506���l�ֹ��Ѻ�,������С������ӡ������պ��ӹ�ˇ���ӡ�2,��ÿ������һ��λ�ú�,��Ҫ��ˮƽ�߿�һ�·��mƽ���׃������3,һ߅����һ߅�Ú��N�N�����p,���_���������������á������F�庸�ӷ��m���f,�S��͑����Ɇ��ľ����F�庸�ӷ��m���|���Ƿ���^呴ӷ��m���䌍�F�庸�ӷ��m���|����呴�ĺ��ӷ��m���|����һ�ӵ�,�����F�庸�ӷ��m����ʲô�ط������б�����,Ҳ�����F�庸�ӷ��m�IJ��|�]�б�����,���һ����^��֮��,�F�庸�ӷ��m���ܶ��Ǜ]�І��}��,�������M�����a���^��֮��,�F�庸�ӷ��m��ë�������M�Йz�y,���ԁ��f,�����a�����Ժ�,�����^�z�y���F�庸�ӷ��m�IJ��|���ܱ��C��
1, �����B�ӷ�ʽ���m�B�ӷNɷ֞飺��ʽƽ�����m,���iƽ�����m,���i�������m,�в庸���m,�ݼy���m,���m�w,���i�����h�����m,ƽ���h�����m,�h���淨�m�����m�w,��ֱ��ƽ�巨�m,��ֱ�����i���m,����ä��,�����h�����m�� [3] ��